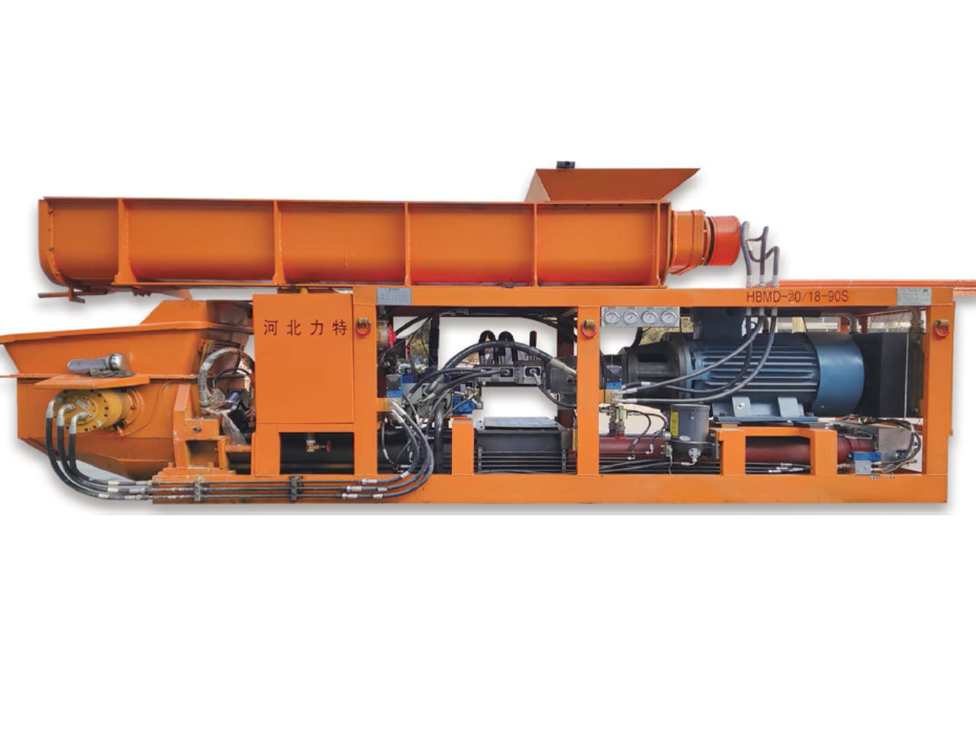




Coal mine concrete pumps are specially designed for underground mining environments to ensure trouble-free operation under harsh conditions. Equipped with a powerful hydraulic system, it can effectively transport high-viscosity concrete and support long-distance pouring.
The optimized structural design enhances equipment stability, reduces maintenance costs and downtime.

Outfitted with advanced hydraulic systems, these pumps provide exceptional pumping capabilities, ensuring a steady and reliable concrete delivery even in extreme underground mining scenarios.
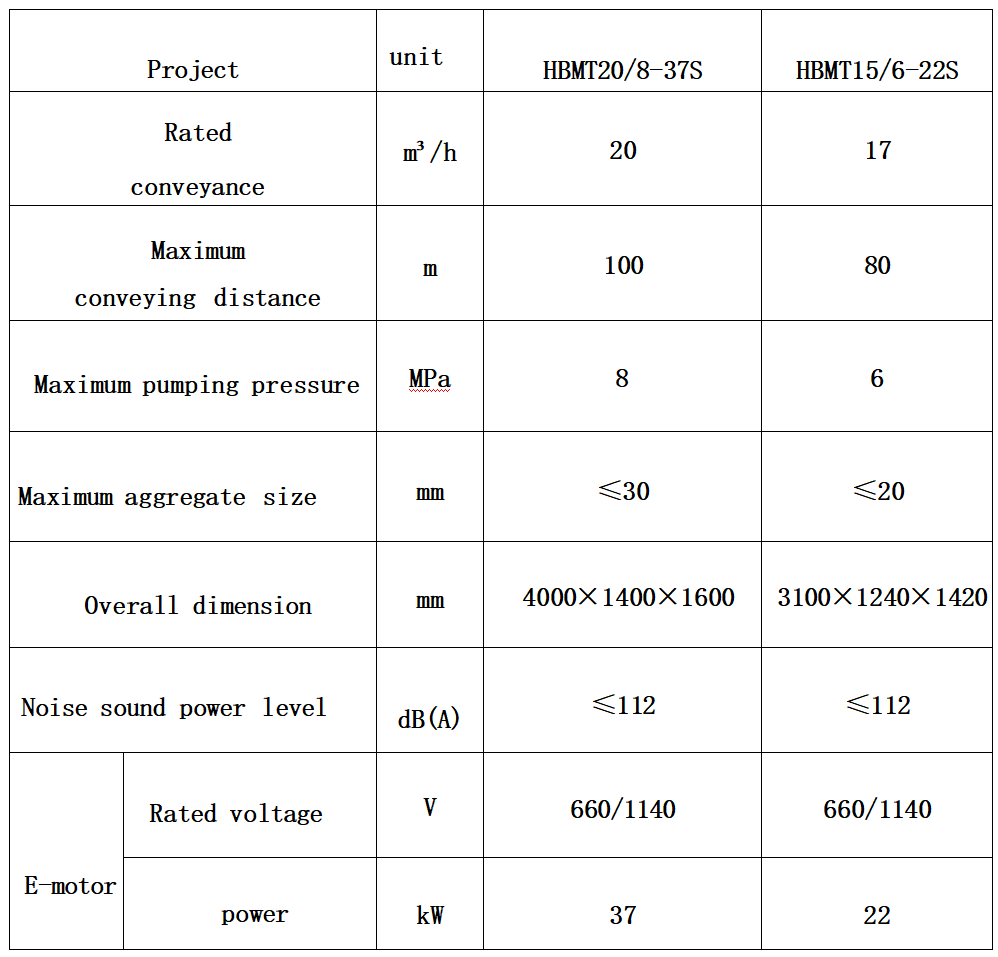
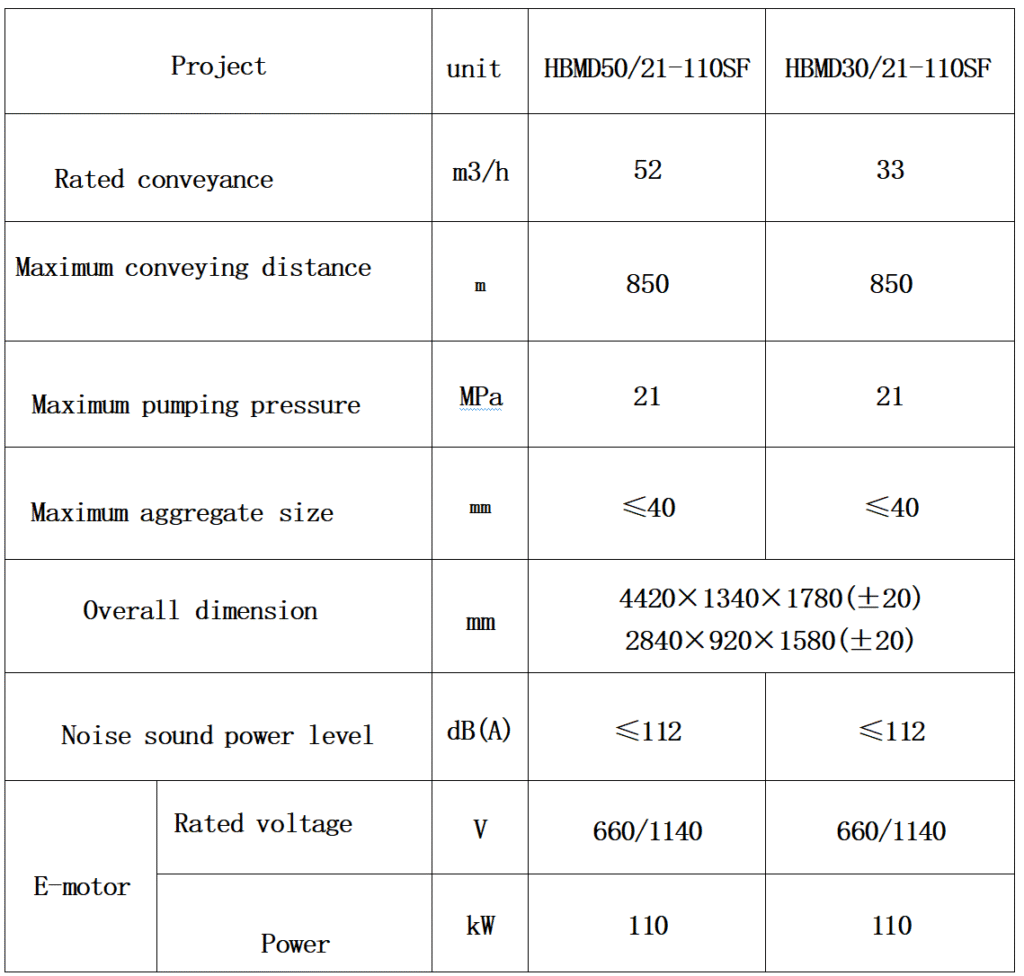
They offer a range of output capacities, making them highly versatile and suitable for different scales of mining projects, ranging from small localized tasks to large-scale infrastructure undertakings.
Designed with cutting-edge safety features, these pumps prioritize the protection of operators and machinery, which is crucial in environments susceptible to operational hazards.